巴中CW6180B数控车床设备,田野机床



- 面议
- 2022-12-20 06:43:49
- 数控车床,数控车床,全自动数控车床,田野..
- 邢台田野机床制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
数控车床由数控装置、床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。
数控车床分为立式数控车床和卧式数控车床两种类型。
立式数控车床用于回转直径较大的盘类零件车削加工。
卧式数控车床用于轴向尺寸较长或小型盘类零件的车削加工。
卧式数控车床按功能可进一步分为经济型数控车床、普通数控车床和车削加工中心。
经济型数控车床:采用步进电动机和单片机对普通车床的车削进给系统进行改造后形成的简易型数控车床。成本较低,自动化程度和功能都比较差,车削加工精度也不高,适用于要求不高的回转类零件的车削加工。
液压卡盘是数控车削加工时夹紧工件的重要附件,对一般回转类零件可采用普通液压卡盘;对零件被夹持部位不是圆柱形的零件,则需要采用卡盘;用棒料直接加工零件时需要采用弹簧卡盘。对轴向尺寸和径向尺寸的比值较大的零件,需要采用安装在液压尾架上的活对零件尾端进行支撑,才能对零件进行正确的加工。尾架有普通液压尾架和可编程液压尾架。
驱动装置,他是数控机床执行机构的驱动部件,包括主轴驱动单元、进给单元、主轴电机及进给电机等。他在数控装置的控制下通过电气或电液伺服系统实现主轴和进给驱动。当几个进给联动时,可以完成定位、直线、平面曲线和空间曲线的加工。
辅助装置,指数控机床的一些必要的配套部件,用以数控机床的运行,如冷却、排屑、润滑、照明、监测等。它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具及监控检测装置等。
开箱验收
按随机装箱单和合同中特定附件清单对箱内物品逐一核对检查。并做检查记录。有如下内容:
包装箱是否完好,机床外观有无明显损坏,是锈蚀、脱漆;
有无技术资料,是否;
附件品种、规格、数量;
备件品种、规格、数量;
工具品种、规格、数量;
刀具(刀片)品种、规格、数量;
安装附件;
电气元器件品种、规格、数量;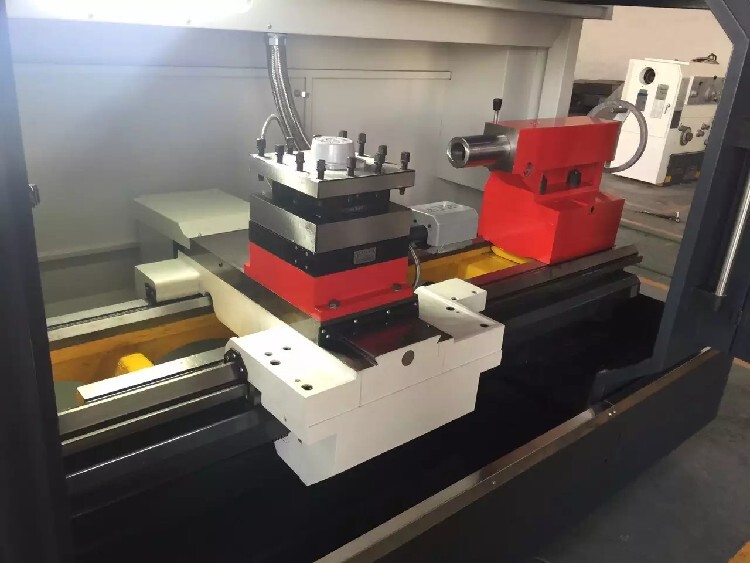
空动转试验
a. 主动动机构运转试验,在高转速段不得少于1小时,主轴轴承的温度值不超过70℃ ,温升值不超过40℃;
b. 连续空运转试验,其运动时间不少于8小时,每个循环时间不大于15分钟。每个循环终了停车,并模拟松卡工件动作,停车不超过一分钟,再继续运转。
- 数控车床,数控车床,全自动数控车床,田野..
- 卧式数控车床
- 李美洁
巴中数控车床信息
-
 从事圣仑喷泉低压泵品质优良¥ 1600
从事圣仑喷泉低压泵品质优良¥ 1600 -
 阿拉善盟YXB66-166-500(B)镀锌压型板瓦楞板,金属瓦楞板¥ 30
阿拉善盟YXB66-166-500(B)镀锌压型板瓦楞板,金属瓦楞板¥ 30 -
 横栏推拉雨棚价格实在,带轮子雨棚¥ 90
横栏推拉雨棚价格实在,带轮子雨棚¥ 90 -
 营养强化剂L-组氨酸批发价格,L-组氨酸盐酸盐¥ 420
营养强化剂L-组氨酸批发价格,L-组氨酸盐酸盐¥ 420 -
 宝坻代写投标标书咨询电话,天津代写标书面议
宝坻代写投标标书咨询电话,天津代写标书面议 -
 新型青储饲料铡草机,铡草粉碎机¥ 1200
新型青储饲料铡草机,铡草粉碎机¥ 1200









