







产品单价 |
面议 |
起订量 |
1台 |
供货总量 |
不限量 |
发货期限 |
自买家付款之日起3天内发货 |
品牌 |
数控车床由数控装置、床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。
数控车床分为立式数控车床和卧式数控车床两种类型。
立式数控车床用于回转直径较大的盘类零件车削加工。
卧式数控车床用于轴向尺寸较长或小型盘类零件的车削加工。
卧式数控车床按功能可进一步分为经济型数控车床、普通数控车床和车削加工中心。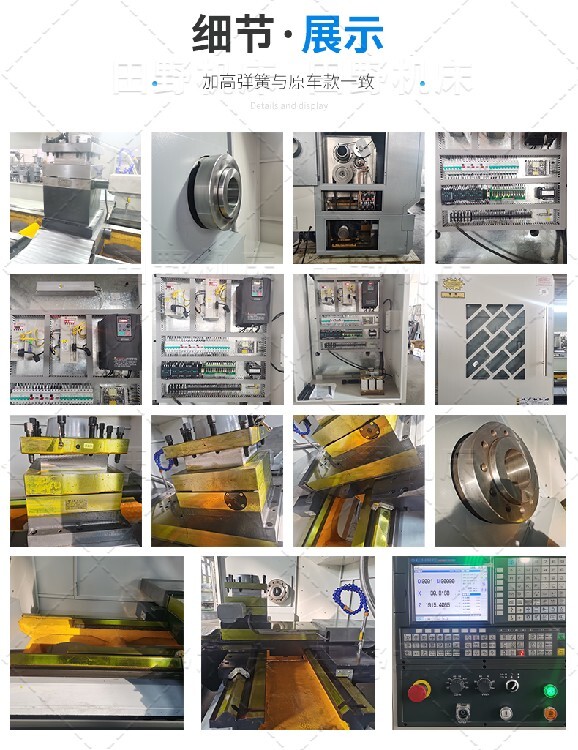
机床放置于基础上,应在自由状态下找平,然后将地脚螺栓均匀地锁紧。对于普通机床,水平仪读数不超过0.04/1000mm,对于的机床,水平仪不超过0.02/1000mm。在测量安装精度时,应在恒定温度下进行,测量工具需经一段定温时间后再使用。机床安装时应竭力避免使机床产生强迫变形的安装方法。机床安装时不应随便拆下机床的某些部件,部件的拆卸可能导致机床内应力的重新分配,从而影响机床精度。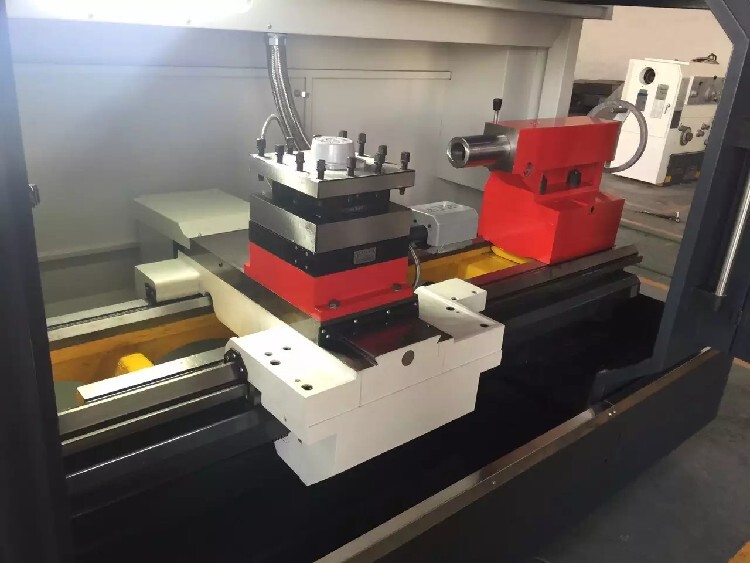
机床几何精度检验合格后,需要对整机进行清理。用浸有清洗剂的棉布或绸布,不得用棉纱或纱布。清洗掉机床出厂时为保护导轨面和加工面而涂的防锈油或防锈漆。清洗机床外表面上的灰尘。在各滑动面及工作面涂以机床规定使滑油。
空动转试验
a. 主动动机构运转试验,在高转速段不得少于1小时,主轴轴承的温度值不超过70℃ ,温升值不超过40℃;
b. 连续空运转试验,其运动时间不少于8小时,每个循环时间不大于15分钟。每个循环终了停车,并模拟松卡工件动作,停车不超过一分钟,再继续运转。
用户准备好典型零件的图纸和毛坯,在制造厂调试人员指导下编程和输入程序,选择切削刀具和切削用量。负荷试验可按如下三步进行,粗车、重切削、精车。每一步又分单一切削和循环程序切削。每一次切削完成后检验零件已加工部位实际尺寸并与指令值进行比较,检验机床在负荷条件下的运行精度、即机床的综合加工精度,转塔刀架的转位精度。
数控机床的步骤
分析零件图样和工艺处理,根据图样对零件的几何形状尺寸,技术要求进行分析,明确加工的内容及要求,决定加工方案、确定加工顺序、设计夹具、选择刀具、确定合理的走刀路线及选择合理的切削用量等。
同时还应发挥数控系统的功能和数控机床本身的能力,正确选择对刀点,切入方式,尽量减少诸如换刀、转位等辅助时间。
| 邢台田野机床制造有限公司 | |||
|---|---|---|---|
| 联系人 | 李美洁 |
微信 | 19913022300 |
| 手机 | | 邮箱 | 16682803@qq.com |
| 传真 | 无 | 地址 | 无 |
| 主营产品 | 数控机床,数控车床 | 网址 | http://tianyejichuang.b2b.huangye88.com/ |