



产品别名 |
数控车床,普通卧式车床,数控车床,全自动数控车床 |
面向地区 |
全国 |
数控车床由数控装置、床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。
数控车床分为立式数控车床和卧式数控车床两种类型。
立式数控车床用于回转直径较大的盘类零件车削加工。
卧式数控车床用于轴向尺寸较长或小型盘类零件的车削加工。
卧式数控车床按功能可进一步分为经济型数控车床、普通数控车床和车削加工中心。
经济型数控车床:采用步进电动机和单片机对普通车床的车削进给系统进行改造后形成的简易型数控车床。成本较低,自动化程度和功能都比较差,车削加工精度也不高,适用于要求不高的回转类零件的车削加工。
普通数控车床:根据车削加工要求在结构上进行设计,配备通用数控系统而形成的数控车床。数控系统功能强,自动化程度和加工精度也比较高,适用于一般回转类零件的车削加工。这种数控车床可同时控制两个坐标轴,即x轴和z轴。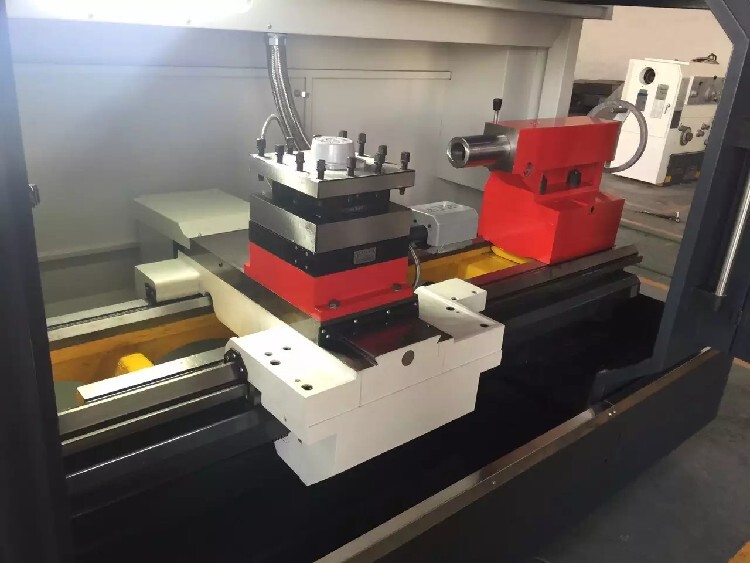
液压卡盘是数控车削加工时夹紧工件的重要附件,对一般回转类零件可采用普通液压卡盘;对零件被夹持部位不是圆柱形的零件,则需要采用卡盘;用棒料直接加工零件时需要采用弹簧卡盘。对轴向尺寸和径向尺寸的比值较大的零件,需要采用安装在液压尾架上的活对零件尾端进行支撑,才能对零件进行正确的加工。尾架有普通液压尾架和可编程液压尾架。
机床放置于基础上,应在自由状态下找平,然后将地脚螺栓均匀地锁紧。对于普通机床,水平仪读数不超过0.04/1000mm,对于的机床,水平仪不超过0.02/1000mm。在测量安装精度时,应在恒定温度下进行,测量工具需经一段定温时间后再使用。机床安装时应竭力避免使机床产生强迫变形的安装方法。机床安装时不应随便拆下机床的某些部件,部件的拆卸可能导致机床内应力的重新分配,从而影响机床精度。
功能试验
a. 用按键、开关、人工操纵对机床进行功能试验。试验动作的灵活性、平稳性及功能的可靠性。
b. 任选一种主轴转速做主轴启动、正转、反转、停止的连续试验。操作不少于7次。
c. 主轴高、中、低转速变换试验。转速的指令值与显示值允差为±5%。
d. 任选一种进给量,在XZ轴全部行程上,连续做工作进给和快速进给试验。快速行程应大于1/2全行程。正反方和连续操作不少于7次。
e. 在X、Z轴的全部行程上,做低、中、高进给量变换试验。 转塔刀架进行各种转位夹紧试验。
f. 液压、润滑、冷却系统做密封、润滑、冷却性试验,做到不渗漏。
g. 卡盘做夹紧、松开、灵活性及可靠性试验。
h. 主轴做正转、反转、停止及变换主轴转速试验。
i. 转塔刀架进行正反方向转位试验。
j. 进给机构做低中高进给量为快速进给变换试验。
k. 试验进给坐标超程、手动数据输入、位置显示,回基准点,程序序号批示和检索、程序暂停、程序删除、址线插补、直线切削徨、锥度切削循环、螺纹切削循环、圆弧切削循环、刀具位置补偿、螺距补偿、间隙补偿等功能的可靠性、动作灵活性等。
用户准备好典型零件的图纸和毛坯,在制造厂调试人员指导下编程和输入程序,选择切削刀具和切削用量。负荷试验可按如下三步进行,粗车、重切削、精车。每一步又分单一切削和循环程序切削。每一次切削完成后检验零件已加工部位实际尺寸并与指令值进行比较,检验机床在负荷条件下的运行精度、即机床的综合加工精度,转塔刀架的转位精度。
数控机床的步骤
分析零件图样和工艺处理,根据图样对零件的几何形状尺寸,技术要求进行分析,明确加工的内容及要求,决定加工方案、确定加工顺序、设计夹具、选择刀具、确定合理的走刀路线及选择合理的切削用量等。
同时还应发挥数控系统的功能和数控机床本身的能力,正确选择对刀点,切入方式,尽量减少诸如换刀、转位等辅助时间。
数控系统的功能根据零件图纸的要求,制定加工路线,在建立的工件坐标系上,计算出刀具的运动轨迹。对于形状比较简单的零件(如直线和圆弧组成的零件),只需计算出几何元素的起点、终点、圆弧的圆心、两几何元素的交点或切点的坐标值。








